Home » Info » Steam trap function & applications where it is used
Steam trap function & applications where it is used
Views: 7 Author: THE PIPING TALK Publish Time: 2024-10-31 Origin: THE PIPING TALK
What is a steam trap?
Steam Traps are automatic valves designed to remove condensate and non condensable gasses from steam lines, at the same time they prevent steam to pass through it effectively minimizing steam loss.
Stream trap functions-
To elaborate steam traps further, it necessarily has 3 basic functions as stated below-
The first function is to remove air and non-condensable gases from the equipment to which it is assigned. If the air is not removed, steam will not be able to enter the equipment. Hence, heat transfer will not occur.
The second function of the trap is to close in the presence of steam. This is because steam is produced at a cost and loss of steam without utilizing its energy is not desired.
The third function of the trap is to drain condensate. As the steam gives up its latent heat, it changes phase from a vapor into a liquid. This liquid is called condensate. Condensate is also formed due to radiation losses through the pipe wall. This condensate must be removed. If it’s not removed, then you have less heat transfer area for the steam, and possible water hammer upstream of the trap. Consequently, that means less heat will be transferred. At this juncture we should know about water hammer effect, a brief description about it is provided below.
Water hammer effect due to steam condensate-
Steam has higher velocity than the condensate. So when condensate is available in steam pipes, steam velocity carries the condensate with it creating ripples on the surface of condensate. It also pushes it forward. Slowly if there is increase in the level of condensate the ripples will transform into a mass of water often called slug. This slug’s move forward with steam and when there is an obstacle like a bend or a valve it collides on it creating shock waves. The shock waves are often destructive so care must be taken to prevent this.
Fig-1: Water hammer due to condensate colliding with obstacle
One more way the pipe carrying steam can experience water hammer effect is when condensate inside it forms waves that fill the total cross-section of the pipe. And steam will be trapped inside two peaks of the side by side condensate waves. The trapped steam due to presence of condensate will cool down rapidly and will change phase to liquid. The resulting Liquid will occupy up to 1000 times less space than what space it occupied before as steam. Due to this there will be a void formed. The surrounding liquid will try to rush rapidly to fill this void. This will create noise, vibration and pressurized pulse of water that will again travel forward creating more waves of condensate.
Fig-2: Water hammer and noise due to formation & bursting of steam void
Types of steam trap
Basically there are three type of steam traps. Please follow the link below to know the types of trap available in each category and how each type of steam trap work.
Thermostatic (operated by changes in fluid temperature)
Mechanical (operated by changes in fluid density)
Thermodynamic (operated by changes in fluid dynamics)
Applications where steam trap is used:-
Steam traps are used typically on 3 applications-
1. Drip application- located on steam delivery lines
2. Process application– where steam is used to heat products such as process fluid, air, and food industries etc.
3. Tracing application– where steam lines are designed to prevent liquid systems from freezing by maintaining its temperature.
Some examples for each of the applications are provided below:
1. Drip application-
(A) Steam mains- Steam mains discharge the condensate in regular intervals condensate header. In these connecting lines Steam traps are used.
Fig-3: Steam trap at steam mains
(B) Vertical risers and loops- Condensate will form on steam mains when there is a vertical riser or loop. These are drained with the help of steam traps.
(C) Terminal ends- Terminal or dead end of steam mains or branch is more susceptible to water hammer effect. During start up the steam pushes all the air to these dead ends so some kind of vent/drain has to be provided here. Steam traps are fitted In these vent/drains.
Fig-4: Steam trap at terminal ends of steam piping
(D) At Pressure reducing valve – Where there is a possibility that the pipe work downstream of reducing valves could be shut off during normal operation, a trapping point should be provided to drain any condensate formed during this period. This keeps the downstream pipe work free of water and protects the reducing valve from filling with water and ‘locking-up’.
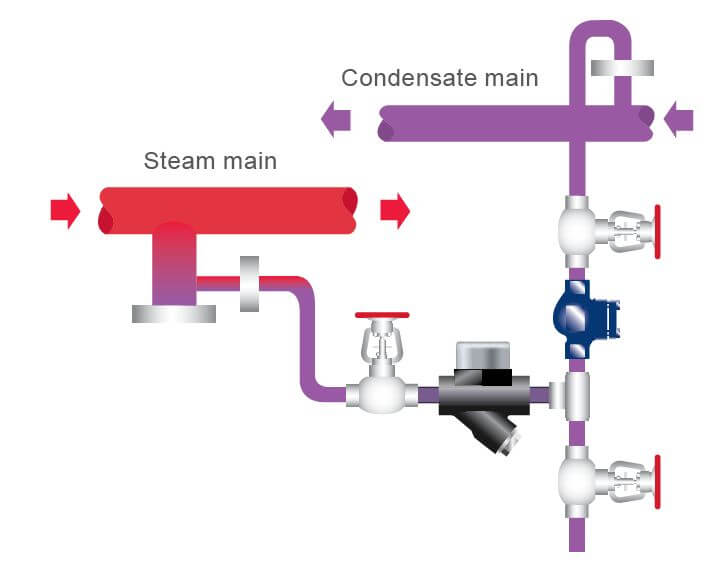
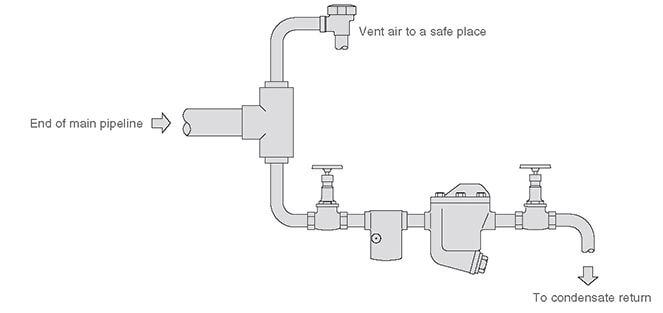 Fig-4: Steam trap at terminal ends of steam piping
Fig-4: Steam trap at terminal ends of steam piping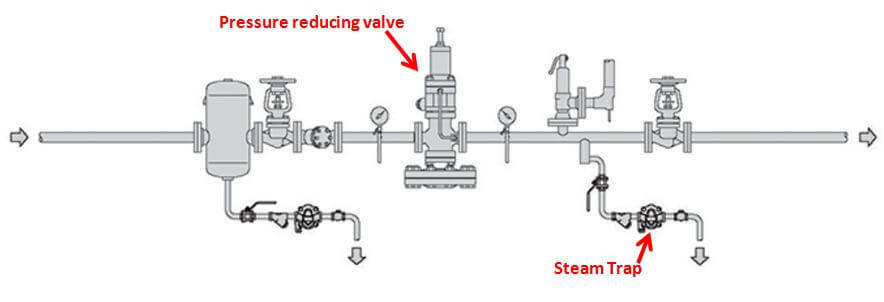 Fig-5: Steam trap at Pressure reducing station
Fig-5: Steam trap at Pressure reducing station



















